

焊管,无缝钢管产地工厂产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
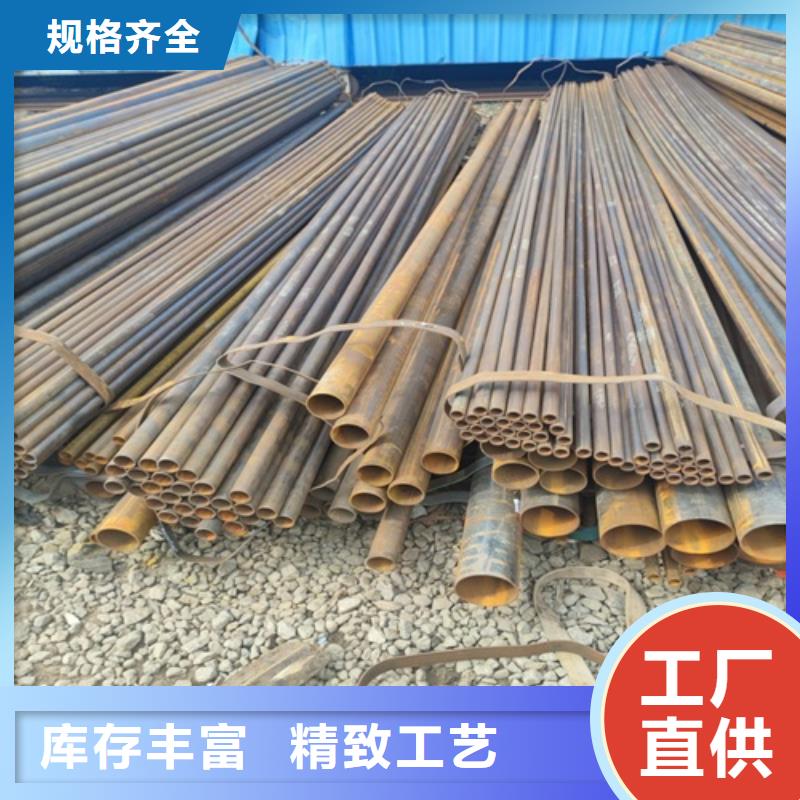
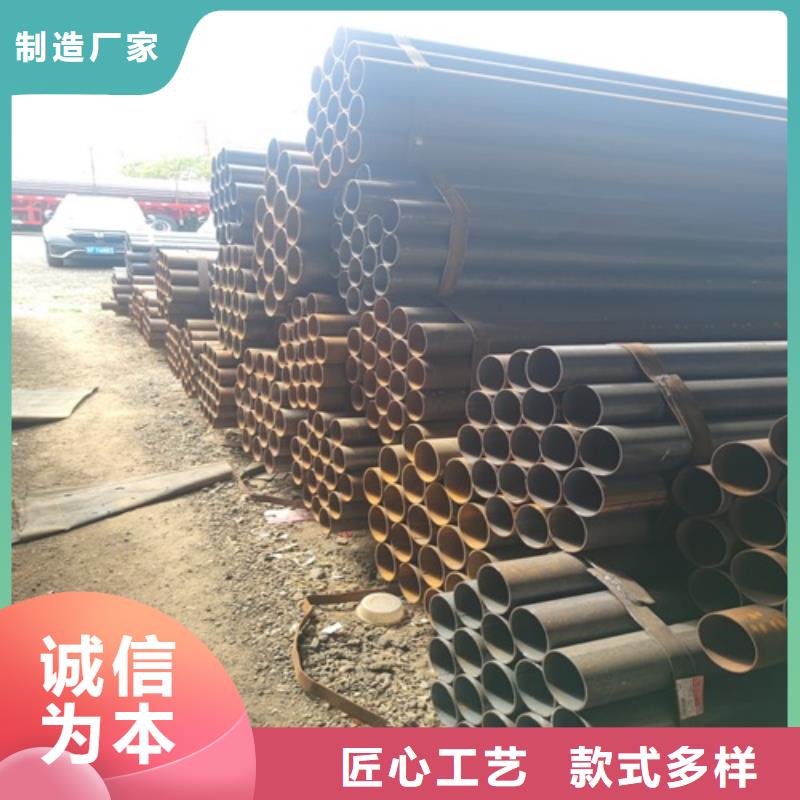
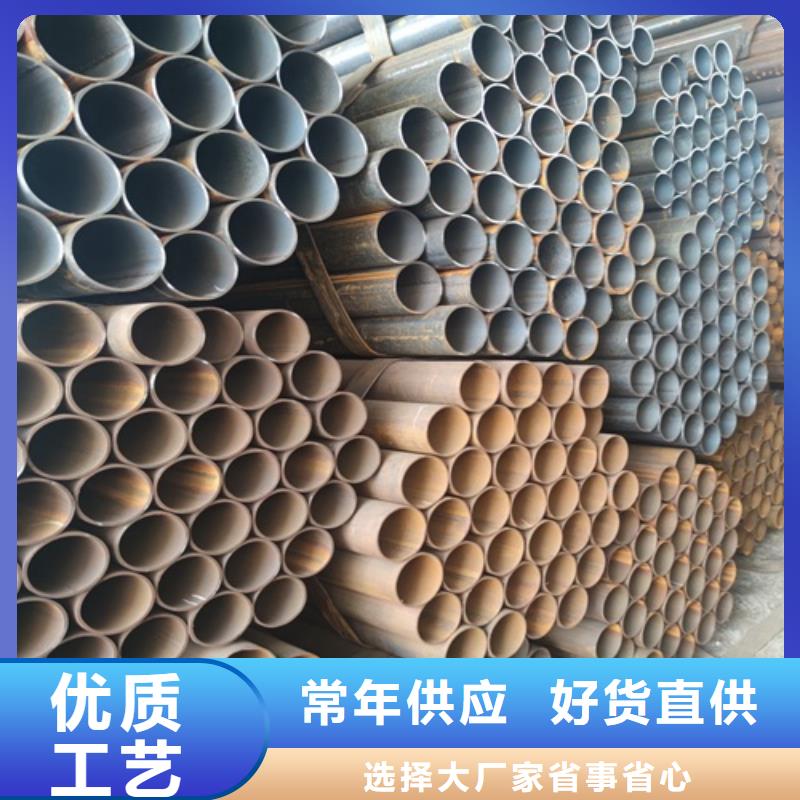
以下是:焊管,无缝钢管产地工厂的图文介绍
鹏鑫钢铁有限公司坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 广西贺州无缝钢管产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 广西贺州无缝钢管产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。


焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。



小口径焊管保养的六个步骤 合适的保养方法,对后期小口径焊管的使用将起着事半功倍的效果。进行定期的保养,避免小口径焊管漏水,显得非常的有必要。 1、定期检查各小口径焊管否完善,是否有沉积物、结焦、水锈层等结垢附着,并即时进行清洗。在这同时还必须检查各小口径焊管与橡胶垫圈的粘合是否紧密,橡胶垫圈本身是否完好,以免橡胶垫圈脱胶与损坏而引起的漏泄。 2、板式热交换器压紧螺帽与上下导杆,应经常武动乾坤加润滑油脂进行润滑。 3、各仪表调节应有专人负责,并严格执行操作规程进行操作与维护。 4、当需更换的橡胶垫圈或修补脱胶部分时,需将该小口径焊管取下,放在桌上,将旧垫圈拆下,或在脱胶处将小口径焊管凹槽的胶水遗迹用细砂纸擦尽,再用四氯化碳或三氯乙烯等溶剂把凹槽内的油迹擦尽,再把新橡胶的垫圈的背部用细砂纸擦毛,同样用四氯化碳或三氯乙烯溶剂把油迹擦尽。然后在凹槽和橡胶垫圈背面均薄薄敷上一层胶水,待稍干一下,以不粘手指,但仍发粘为度,即将橡胶垫圈嵌入槽内,四周压平,敷一层滑石粉,随即将小口径焊管装上设备机架轻轻夹紧。根据胶水说明书要求隔大周皇族一段时间即可投产使用。 5、每次将小口径焊管重新压紧时,须注意上一次压紧时的刻度位置,切勿使橡胶垫圈压过度,以致降低垫圈使用寿命。 6、更换小口径焊管橡胶垫圈时,须将该段全部更新,以免各片间隙不均,影响传热效果。



广西贺州焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 广西贺州焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。
